Backlight D1010
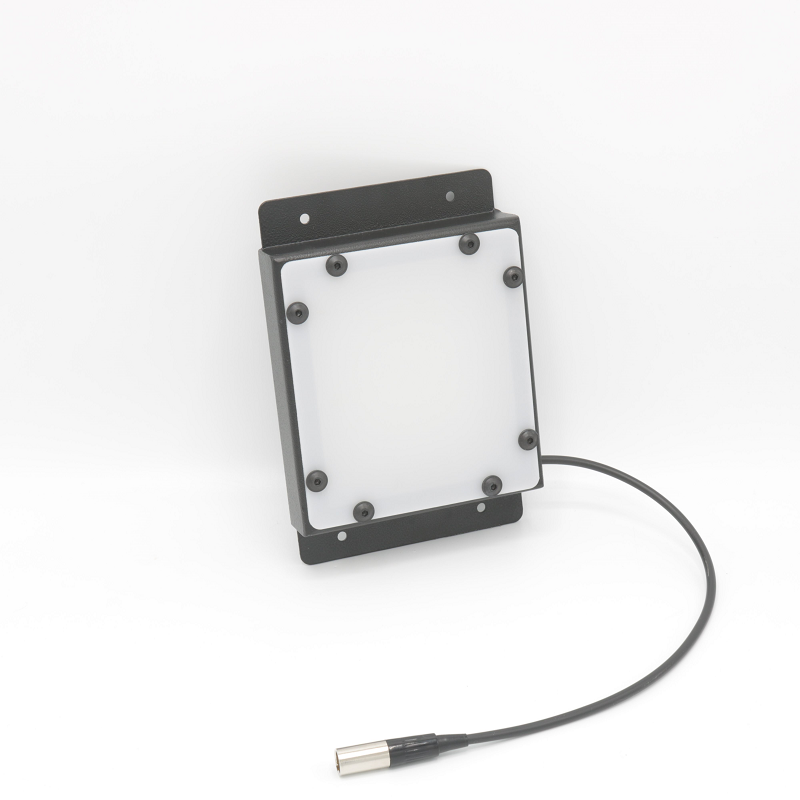

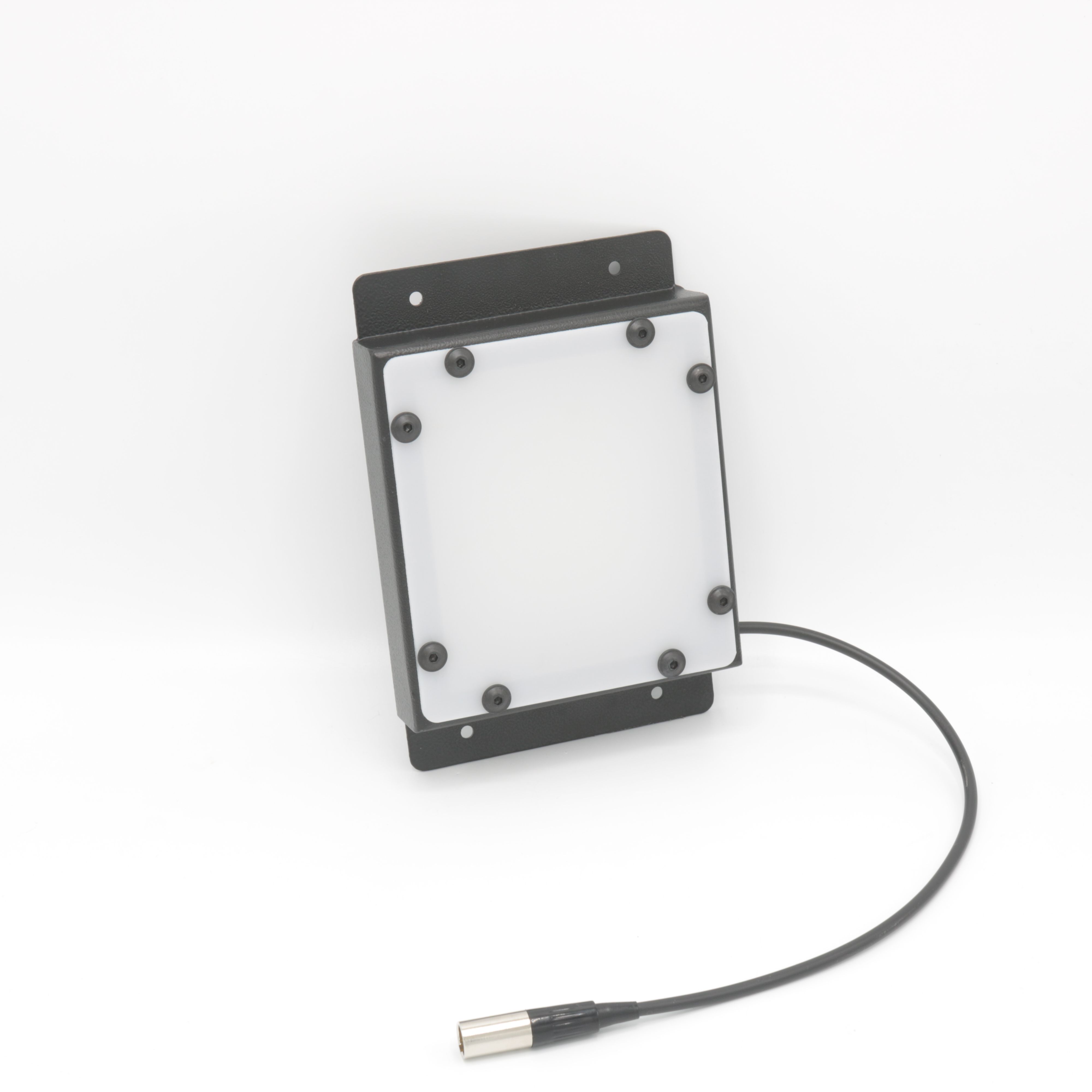
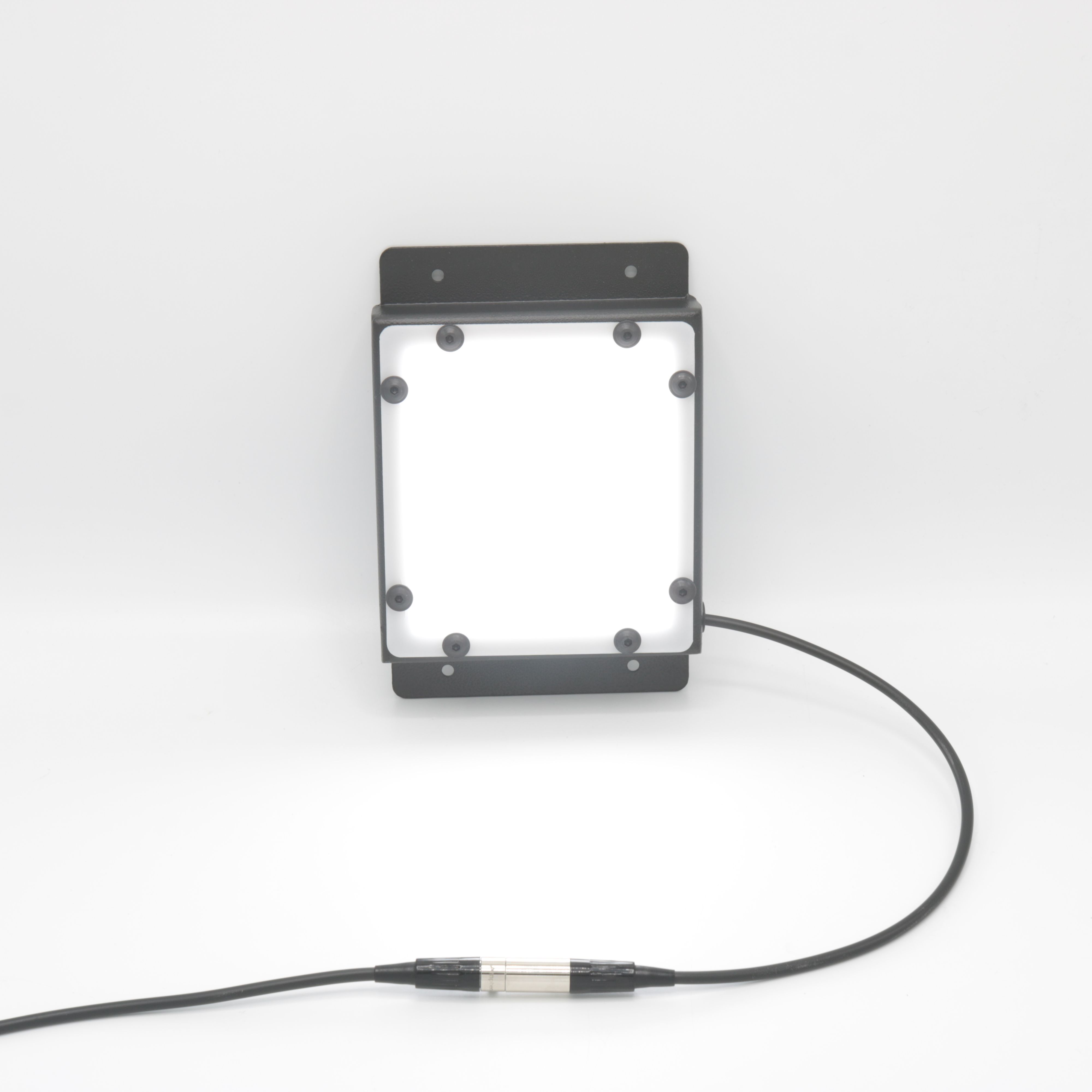
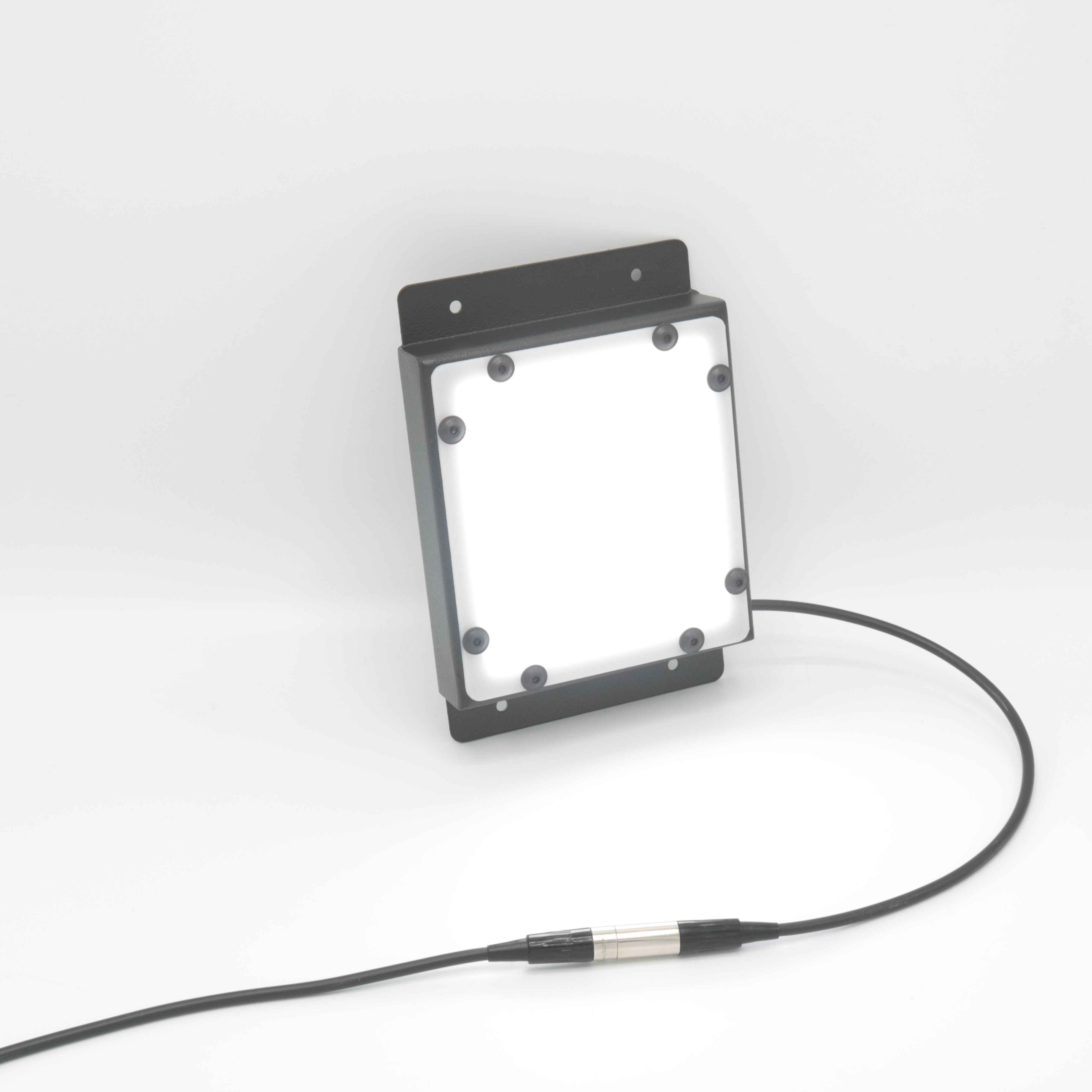
PRION D1010 MACHINE VISION IMAGE PROCESSING LIGHT
TECHNICAL SPECIFICATIONS
Illumination Color: 6500K
Illumination Angle: 85°
Illumination Intensity: 2.56 k lm
Number of LEDs: 108
Input Voltage: 24 V
Input Current (15 µs): 1,42 A
Input Current (1 second): 0,91 A
Input Current (1 minute): 0,74 A
Input Current (continuous): 0,57 A
Dimensions: 14 cm x 10 cm x 3 cm
Stable Operation at Fixed Voltage: Yes
Collimated Option: Yes
Machine Vision and Image Processing Lighting Back Light
Backlight is a critical lighting solution, especially in image processing and computer vision applications. In industrial imaging systems, backlighting is used to clearly distinguish the contours, edges, and details of objects. This technology is often preferred in high-precision computer vision systems and offers significant advantages in applications such as quality control, defect detection, and measurement.
Backlighting enables objects to create a silhouette by allowing light to pass through or around them, rather than being directly observed by a camera. This method enhances the sharp contrast around objects, making it easier to separate them from the background. As a result, the dimensions, positions, and shapes of objects can be detected with high accuracy.
Image processing algorithms can perform tasks such as object detection, classification, and defect analysis more efficiently with the help of backlighting. Additionally, providing high-quality data is crucial for deep learning models used in computer vision systems to produce accurate results. Backlight plays a key role in ensuring this data quality.
Backlighting also excels in challenging tasks such as barcode recognition, precise hole measurement, edge detection, and micro-detail analysis. These applications are especially important in automation systems, robotic production lines, and advanced technologies like medical imaging.
In summary, backlight illumination is an indispensable element for increasing both the accuracy and efficiency of image processing and computer vision applications. Choosing the right type of lighting is one of the key factors that directly impacts the success of a high-performance computer vision system.
.png)
| Application | |
| Engine Part Inspections | Material Strain Measurement |
| Packaging Inspections | Motion Detection |
| Medical Bottle Inspections | Product Counting |
| Food Package Inspections | Color Concentration Information |
| Surface Inspections | Coordinate Information |
| Microscopic Camera Applications | Particle Identification |
| Particle Imaging in Liquid | Cell Imaging |
| Particle Size Measurement | Machine Monitoring |
| Particle Counting | Image Processing |
| Machine Vision | Industrial Led Lighting |
| Cell Identification | Conveyor Line Lighting |
| Flame Length Measurement | Robot Vision Applications |
| Edge Detection | Industry 4.0 Applications |
.png)
|
Key Advantages |
|
|
Optional Collimation Filter |
Pulse and Continuous Operation Options |
|
Easy-to-Mount Design |
Homogeneous Light Distribution |
|
Various Color Options |
Low Power Consumption |
|
Long Lifespan and Durability |
Adaptability to High-Speed Processes |
.png)
.png)