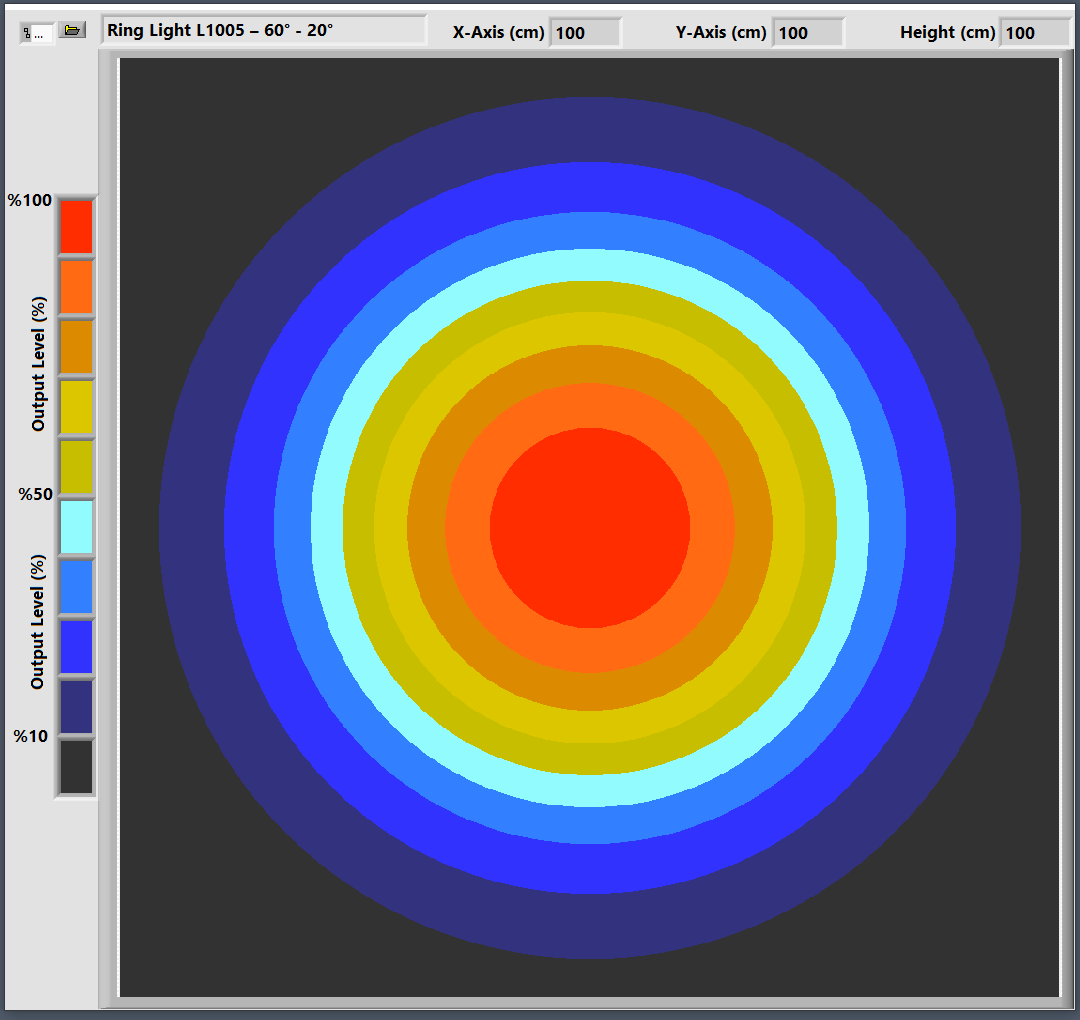
Ring Light L1005

LUDRE RING LIGHT L1005 MACHINE VISION IMAGE PROCESSING LIGHT
TECHNICAL SPECIFICATIONS
Lighting Color: 4000K, 6000K, UV 370 nm, UV 390 nm
Illumination Angle: 15°, 30°, 45°, 60°
Illumination Intensity: 16,000 lm
Number of LEDs: 100
Input Voltage: 24 V
Input Current (15 µs): 14 Amperes
Input Current (1 second): 10 Amperes
Input Current (1 minute): 7 Amperes
Input Current (continuous): 4 Amperes
Dimensions: 40 cm x 40 cm x 3 cm
Stable Voltage Operation: No
Diffuser Option: None
Ring lighting is a commonly used lighting method in image processing projects. This method typically consists of a ring-shaped array of LEDs, providing various advantages. The following text describes the working activities and advantages of ring lighting in image processing projects:
1. Homogeneous Light Distribution: Ring lighting evenly distributes light onto objects, illuminating surfaces uniformly. This feature ensures more reliable image processing applications and result acquisition.
2. Shadow Reduction: Ring-shaped lighting minimizes shadows on object surfaces, improving the clarity and detail of the product for enhanced analysis processes.
3. Surface Details and Contrast Enhancement: Ring lighting highlights clean surface details and enhances contrast, enabling more detailed analyses of the results.
4. Precision Measurement and Dimensioning Applications: Ring lighting allows for planned and precise measurements through its use in measurement and dimensioning applications.
5. High-Speed Imaging and Moving Objects: Ring lighting is effective in high-speed imaging applications and moving object analysis. The consistent and homogeneous illumination from a fixed source aids in obtaining clear distances rapidly.
6. Color Accuracy and Structural Lighting: Ring lighting increases color values and highlights durability details. This is beneficial for color-based analyses and material differentiation.
7. Flexible Mounting and Application: Ring lighting systems often offer flexible mounting options, allowing adaptation to various application scenarios.
Ring lighting provides an effective solution across various image processing projects by delivering clear and detailed images.
Ultraviolet (UV) illuminations have various important applications in image processing projects. UV illuminations are commonly found in commercial areas:
1. Fluorescent Substance Detection: UV illuminations are utilized for determining and highlighting different details in image processing projects. This is frequently observed in cell analysis and biological treatment applications.
2. Blood Stain and Biological Tracing: UV illuminations are used for detecting blood stains or biological traces. This is especially crucial in forensic science and criminalistic applications.
3. Analysis of Specific Materials: UV illuminations are used for the analysis and development of specific materials. Details of certain chemicals or components are discerned.
4. Tracking Labels and Stamps: UV light is used for detecting and reading specific tracking labels or stamps. This is common in industrial production and security applications.
5. UV Fluorescent Paint and Ink Applications: UV fluorescent paints and inks are used in UV illuminations for educational purposes. This is vital for emphasizing specific features or security characteristics.
6. Determination of Surface Contamination: UV illuminations can be used to determine surface contamination and for cleanliness control purposes. It is particularly effective in quality control ranges in manufacturing environments.
7. Material Inspection in Industry: UV illuminations are used for determining and examining specific features in the inspections of industrial products. This is especially important in applications such as the removal of cracks on metal surfaces.
The use of UV illuminations provides significant advantages in highlighting specific features or materials in certain applications.